Кованные коленчатые валы
В этой статье мы расскажем о производстве литых и кованых коленчатых валов.
Обычно производители используют свои собственные запатентованные формулы, определенную последовательность действий для создания сплавов. Однако основные моменты схожи. Заготовка нагревают в печи примерно до 1204 градусов Цельсия. В этот момент сталь становится очень пластичной, еще не жидкостью, но очень тягучей, ее можно перемещать и формировать. Затем горячий заготовка помещают в форму для ковки и «сжимают» его до нужной формы коленвала. Это «сжатие» осуществляется либо молотом, либо прессованием. Главная цель прессования смеси сплава — это точное заполнение матрицы и увеличение прочности за счет уплотнения молекул.

Размер заготовки намного больше, чем объем, необходимый для пресса. Обычно завод сначала делает заготовку, который весит примерно в два раза больше, чем желаемый конечный продукт. Во время процесса ковки или прессования излишки материала вытесняются из пресса на стыковочных линиях. Излишек срезается в прессе для обрезки.
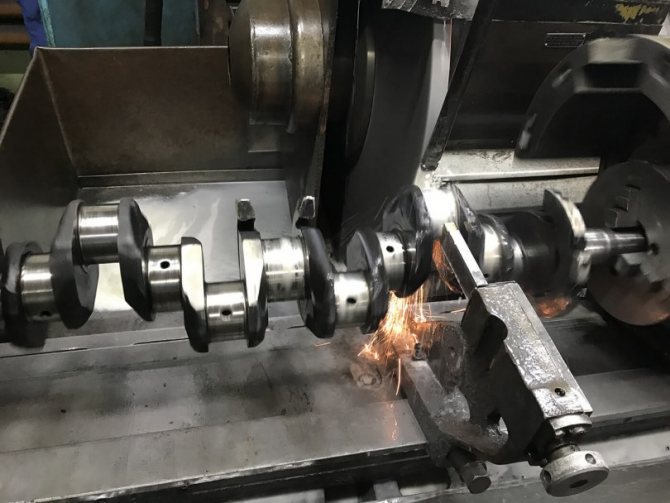
Далее заготовка подвергается закалке и отпуску. Термическую обработку проводят перед механической обработкой, так как процесс термообработки может деформировать заготовку коленвала до 1,5 мм. Методы термообработки у каждого производителя могут отличаться, но обычно включают в себя опущение рукоятки в раствор гликоля. Затем коленчатый вал обрабатывается до нужной формы. После завершения обработки коленвал проверяется на наличие дефектов, которые могли быть вызваны процессом обработки. Это можно сделать в печи, нагревая коленвал до температуры 240-315 градусов Цельсия. Время нагрева и охлаждения тщательно контролируется для поддержания молекулярной целостности. Затем для чистоты поверхности, коленвал подвергается окончательной механической обработке.
При осмотре кованого коленчатого вала можно заметить широкую линию соединения детали. Ее еще можно назвать «линией среза», которую иногда можно увидеть на кованых шатунах. Причина ее появления — избыток стали, которая вытесняется из пресса в процессе ковки или от ударов молота.
Подобно тому, как амазы создаются давлением и прессом, кованый коленчатый вал — результат нагрева и давления (и небольшого количества прецизионной обработки).

4340 УГЛЕРОДИСТАЯ СТАЛЬ
4340 — это термообрабатываемая низколегированная сталь, содержащая никель, хром и молибден. Известна своей усталостной прочностью, а также способностью увеличивать эту прочность в термообработанном состоянии.

Углеродистая сталь 4340 имеет хорошую пластичность в отожженном состоянии. Заготовку можно согнуть или придать нужную форму. Она хорошо поддается холодной штамповке, поэтому горячая обработка не требуется.
Полный отжиг проводится при 843 градусах Цельсия с последующим контролем охлаждения печи со скоростью не выше 10 градусов Цельсия в час, пока температура не достигнет 315 градусов Цельсия. При достижении 315 градусов Цельсия сплав охлаждается с помощью холодного воздуха.
УПЛОТНЕНИЕ ПОВЕРХНОСТИ КОЛЕНЧАТОГО ВАЛА
Усталостную прочность коленчатого вала можно повысить за счет индукционной закалки, ионного азотирования и глубокой прокатки.

Индукционная закалка уплотняет поверхность вала, нагревая деталь с помощью переменного магнитного поля. Минус индукционной закалки в том что она может проникнуть в коленвал гораздо глубже, чем это необходимо. Это может привести к преждевременному выходу из строя и поломки детали, нежелательным изгибам или неравномерному износу коренных подшипников.
Азотирование — это процесс обработки, который включает в себя абсорбцию азота в сталь. Всю обработку, закалку и отпуск проводят перед азотированием. Заготовка нагревается в специальной емкости, где нагревается аммиак и пропускается газообразный азот. Газ реагирует с углеродом на поверхности стали. Это уплотняет поверхность детали, повышает усталостную прочность.
Обычно цикл азотирования коленвала составляет более 24 часов. Стоит отметить, что процесс азотирования откалиброван для каждой конкретной легированной стали. Если сталь не соответствует требованиям спецификации, то коленвал во время азотирования может погнуться, сломаться или разбухнуть.
Глубокая прокатка — это радиальная деформация, предназначенная для обработки поверхности и контроля остаточного напряжения.
Чем примечателен каталог магазина?
Все для ремонта двигателя
В наличии комплектующие для всех моторов Cummins, Caterpillar, Perkins. Представлены оригинальные и аналоговые запчасти. Подобрать необходимую деталь не составит труда.
Огромное количество фильтров
Предлагаются воздушные, топливные и масляные фильтры брендов Cummins, Fleetguard, Donaldson, Baldwin, Sakura. Изделия обладают прекрасной адсорбцией.
Качественные масла
В продаже оригинальные моторные масла компании Valvoline, дочернего подразделения Cummins Inc.